

19930386998
0318-8221198
ЃЈГЇМвШШЯпЃЉ
19930386998
0318-8221198


ЕчГЇбЬЦјЭбСђЫўЫўЕзАхВЩгУздЖЏЛ№бцЧаИюЛњЯТСЯЃЌЕШРызгЧаИюЛњПЊПзЃЌбЯНћЪЙгУЪжЙЄЗНЪНЁЃЦДзАЕзАхВЩгУжиЮяМЗбЙж№ВНЕуКИЕФЗНЪНЃЌНЋD29КХАхЯШКИгкЕзСКИжАхЩЯЃЌгУЯњЖЄШЗБЃЕзАхгыаЁСКЬљНєЃЌЖдШћКИЕуНјааКИНгЃЌШЗБЃЕзАхгыЛьФ§ЭСНгДЅУмЪЕЁЂЮоЭЛЦ№ЃЌЫЎЦНЖШаЁгк2mmЁЃдкИёеЄжЇГХСКЗНПђФкЕзАхЦНећЖШВЛДѓгк3mmЃЏmЃЛНЋКИЗьФЅЦНЃЌДюНгКИЗьЁЂНЧКИЗьДђФЅГЩАыОЖВЛДѓгк5mmЕФдВЛЁЙ§ЖЩЃЛЫљгаКИЗьзї100%ГщецПеМьВщЃЛЫљгаКИЗьзї100%PT/MTМьВщЁЃ
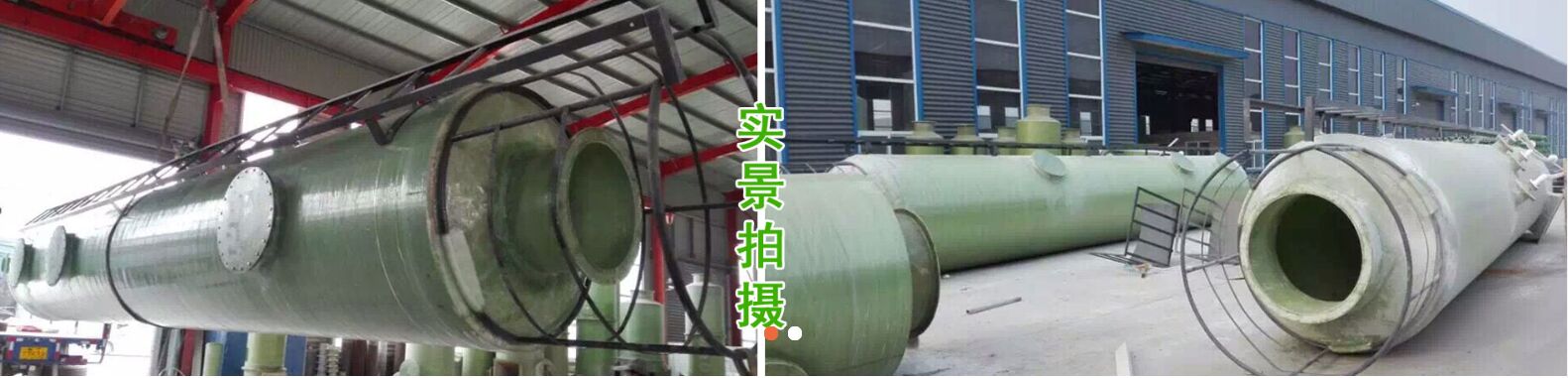
3.4БкАхМАМгЙЬШІзщзА
БкАхОэжЦдкН№ЪєзщКЯГЁНјааЁЃЪзЯШгВЛЏГЁЕиЦЬЩшЦНЬЈЃЌЦНЬЈЫЎЦНЖШВЛДѓгкгк2mmЃЌдйНјааОэАхЛњЕФОЭЮЛЙЄзїЃЌ25TЦћГЕЕѕХфКЯзївЕЁЃБкАхЯТСЯВЛФмАДЮќЪеЫўжБОЖЯТЃЌгІИУПМТЧЧаИюЗьКЭКИНгЗьЃЛОэжЦЪБвЊжЦзїЬЅОпдЄбЙБпЃЌВЂМЦЫуЛЁАхЕФЯвГЄЃЌБЃжЄОэжЦЛЁЖШЃЈжЦзіМьбщЛЁАхЃЌЖдУППщАхНјааМьВщЃЉЁЃ
вбОэКУЕФБкАхгІЗХжУдкзЈгУдВЛЁАхжЇМмЩЯЁЃдкдЫЪфЁЂДцЗХЙ§ГЬжабЯНћЦНЗХЃЌЗРжЙБфаЮЁЃСЂЪНЗХжУгІЩшгаЗРЧуЕЙДыЪЉЁЃ
ЪЙгУОЮГвЧКЭЫЎЦНвЧНјааВтСПЃЌШЗБЃЫўЬхжааФЛљЕуЕФЮЛжУзМШЗЁЃвджааФЛљЕуЮЊзМдкЕзАхЩЯЛЎГіПЧЬхАВзАдВжмЯпЃЌдкЕзАхЩЯЛЎГіПЧЬхФкдВЃЈ13100mmЃЉКЭЭтдВ(13110+12mm)дВжмЯпЁЃВЂЩшжУФкЭтдВЖЈЮЛАхЃЌУП6°вЛПщЃЌЙВ60ПщЁЃШчДЫЗНЗЈКИНгЭВЬх13НквдЯТБкАхЕФЖЈЮЛПЈПщЁЃ
вдЮќЪеЫўЕзАхжааФЮЊдВаФЃЌвд6469mmЮЊАыОЖЃЌОљдШВМжУ12Иљφ159×8 LЃН7.2mЕФЙмзгЃЌСНВрИїЙвСНжЛ5TЕЙСДЃЌзіЮЊЫўЬхЖЅВПШ§НкБкАхЕѕзАМАЯоЮЛжЎгУЁЃРћгУФкЭтдВЖЈЮЛАхНЋЕЅПщШІАхЙЬЖЈКУЃЌШІАхзнЗьМфгУе§ЗДТна§ПлзіСйЪБСЌНгЃЌгУЯњЖЄЕїећСНШІЕФДэБпЁЃД§ШЋВПЖЅШІБкАхЮЇТЃКѓЃЌШІАхКЯЮЇДІгІЮЊДюНгзДЬЌЃЌЕїећКУзнЗьЦТПкМфЯЖМАШІАхЩЯПкЫЎЦНЖШМАБкАхЕФДЙжБЖШКѓЃЌЧаИюЗтПкАхЃЌдйгУЖдПкЦїСЌНгзюКѓвЛЕРКИЗьЁЃНјааЕквЛШІБкАхЕФЫЎЦНЖШЁЂДЙжБЖШзмЬхМьбщЃЌКЯИёКѓЕуКИЛЗаЮМгЧПНюЃЌШЛКѓНјааБкАхзнЗьЕФКИНгЁЃЕквЛШІБкАхевЦНДяЕНЙцЗЖвЊЧѓКѓЃЌЗНПЩАВзАЯТвЛШІБкАхЁЃвЊЧѓбиЭВЬхБкАхдВжмЕШЗж8жС12ЕуЗжБ№ВтСПДЙжБЖШЁЂЫЎЦНЖШЁЂжБОЖЦЋВювдМАдВЛЁЧњТЪЃЌЗжБ№ВЛДѓгк2mmЃЌ1.5mmЃЌ±8mmЃЌ5mmЃЏmЁЃ

АцШЈЫљгаЃККгББЛЊЧППЦММПЊЗЂгаЯоЙЋЫО ЕижЗЃККгББЪЁдцЧПЯиВЃСЇИжПЦММдА


